Возрастающая потребность в полиэтиленовых трубах приводит к необходимости значительного увеличения объемов производства полиэтиленовых изделий. Произведенная продукция используется для прокладки трубопроводов водоснабжения и водоотведения, газоснабжения, отопления, для защиты электрокабеля от повреждения, устройства дренажных сетей. Если еще десятилетие назад полимерные трубы импортировались из-за рубежа, сегодня производство труб из полиэтилена успешно осваивают в Российской Федерации, выпуская высококачественную продукцию в широком диапазоне размеров. Наиболее востребованными в строительстве и коммунальном хозяйств стали трубы:
- полиэтиленовые высокого давления, напорные (ПВД);
- полиэтиленовые низкого давления, безнапорные (ПНД).
Технология производства полиэтилена основана на полимеризации этилена, которая протекает в условиях повышенного давления и нагревания до 200о С на специализированных производствах.
Среди многочисленных преимуществ полиэтиленовых труб отмечаются:
- химическая и антикоррозионная стойкость;
- низкая теплопроводность, позволяющая избежать потерь тепла при транспортировке жидкостей и газов;
- гибкость и эластичность, способствующие повышенной прочности сетей при температурных колебаниях в холодное время года;
- упругость, благодаря которой сетям не страшны гидроудары, вызывающие разрывы стальных трубопроводов;
- небольшой вес (в 5-7 раз ниже, чем у стальных труб), облегчающий укладку трубопроводов.
- экологичность;
- шумопоглощение;
- длительные сроки эксплуатации.
Наряду с достоинствами, отмечаются и существенные недостатки полиэтиленовых труб, в том числе такие как:
- потеря формы и качественных показателей при нагревании выше 80о;
- неустойчивость к воздействию ультрафиолетовой части спектра солнечных лучей;
Полиэтиленовые трубы диаметром до 110 мм выпускаются в бухтах, при большем диаметре – в отрезках длиной 1-6 м.
Крупный завод по производству полиэтиленовых труб может использовать до 10 и более специализированных линий, настроенных на выпуск продукции различных размеров и назначения.
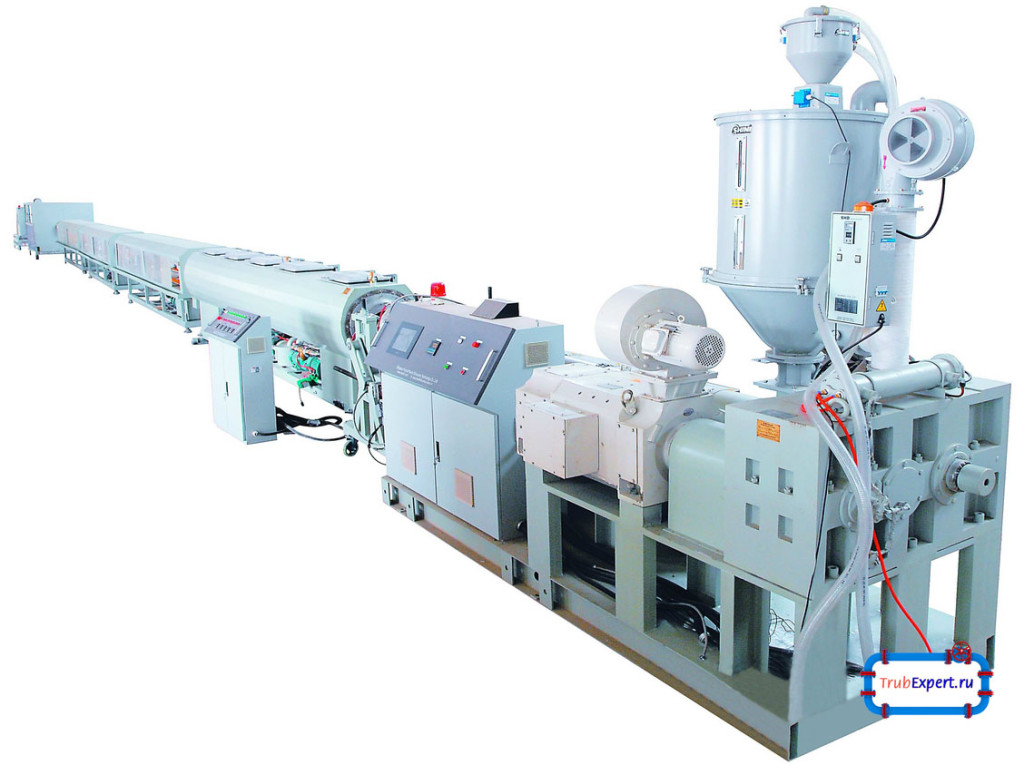
Технологическая линия по производству полиэтиленовых труб состоит из нескольких основных рабочих компонентов, включая:
- Автоматический бункер-загрузчик.
- Червячный (шнековый) пресс-экструдер.
- Шестеренчатый насос.
- Вакуумную калибровочную камеру.
- Ванны для охлаждения заготовок.
- Режущее устройство (планетарную пилу).
- Системы управления и ультразвукового контроля.
- Приемное устройство с накопителем.
Описание технологического процесса изготовления ПЭ труб на заводах компаний России
Технология трубного производства предусматривает определенную последовательность операций, в ходе которых формируются готовые изделия.
Сырье для производства полиэтилена – полиэтиленовые гранулы – поступает в бункер и далее – в шнековый пресс-экструдер, где нагревается до расплавленного состояния, по шнеку продавливается через кольцевое отверстие, проходя через которое полимерный расплав формируется в трубчатую заготовку. После этого шестеренчатый насос прокачивает расплав через калибрующую головку, создавая внутреннюю поверхность необходимого диаметра. Проходя через вакуумную камеру, заготовка подвергается первичному охлаждению.
После этого заготовка протягивается (с помощью тянущего устройства) через отверстия в дисках, формирующих наружный диаметр изделия, далее следует охлаждение в водяной ванне. В некоторых линиях производитель полиэтиленовых труб использует воздушно-капельное охлаждение. Охлажденная труба маркируется, затем проходит через режущее устройство (планетарную пилу), где разрезается на отрезки стандартной длины, в соответствии с условиями заказчика. Каждое изделие маркируется и укладывается при помощи пневмоукладчика в приемном накопителе. Изделия малого диаметра, вместо резки, наматываются в бухты (длиной 50-200 м). На этом производство полиэтиленовой трубы заканчивается.
Важно: При выборе и покупке полиэтиленовых труб необходимо проверять сертификат качества, который производители полиэтилена и ПЭ труб обязаны прилагать к каждой партии товара. Выборочный визуальный контроль поможет обнаружить возможные механические повреждения продукции.
До и послепроизводственная подготовка: вспененный полиэтилен и другие
- Контроль качества

Производство изделий из полиэтилена сопровождается автоматическим пооперационным контролем. Кроме этого, трубная продукция проходит визуальный пооперационный контроль, который осуществляет оператор. В функции оператора входит также наблюдение за показаниями измерительных приборов, которые отражают фактические данные о ходе процесса производства полиэтиленовых изделий и их соответствие заданным характеристикам. Кроме того, визуальный контроль включает осмотры готовой продукции с целью выявления раковин, наплывов и других отклонений от требований ГОСТ. Оборудование для полиэтиленовых труб проходит периодические техосмотры – это необходимо во избежание выпуска бракованных изделий.
- Хранение и транспортировка
Важно: Чтобы ПЭ трубы были доставлены потребителю в неповрежденном виде, необходимо соблюдать правила их хранения и транспортировки.
Хранение полиэтиленовых труб, согласно ГОСТ 15150, допускается сроком до 1 года, включая время хранения на складе производителя. Важно соблюдать высоту штабелей, в который укладываются трубы ПЭ: при хранении свыше 2-х месяцев допускается укладка в штабели высотой до 3 м, при хранении свыше этого срока высота штабеля не должна превышать 2 м. Для укладки должна быть подготовлена ровная поверхность для равномерного распределения нагрузок в штабелях.
Транспортировка выполняется в соответствии с общими правилами перевозки грузов. Ограничения по весу и длине упакованного груза при перевозке по железной дороге: вес единицы груза не должен превышать 1,25 т, длина – 5,5 м. Перевозка водным транспортом допускается в несущих средствах пакетирования. Производство полиэтиленовой трубы требует определенных умений и техническую оснащенность.
Ценовой диапазон труб из сшитого полиэтилена
В зависимости от наружного диаметра, толщины стенок, наличия специальной обработки, цена полиэтиленовых труб (средняя) колеблется в широком диапазоне.
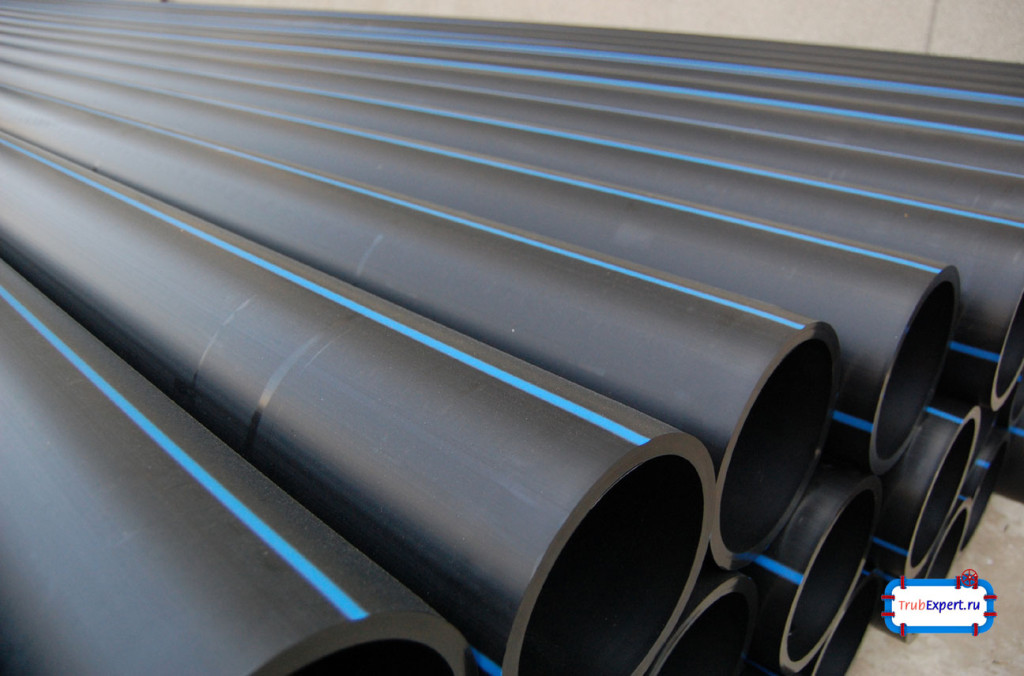
Продукция, применяемая для водопроводных сетей, обозначается нанесением вдоль наружной поверхности нескольких синих полос, производится в соответствии с ГОСТ 18599-2001 и выдерживает максимальную температуру 40о С, рабочее давление 6-16 атм. Цены различаются от 66 руб./м пог. (d 63 мм) до 29 тыс. руб./м пог. (d 1200 мм).
Трубная продукция, предназначенная для транспортировки жидкого газа (ГОСТ Р 50838-2009) под давлением 3-12 атм, отмечается продольными желтыми полосами. Диапазон цен на данную категорию – в пределах 210 руб./м пог. (d 63 мм) – 16,5 тыс. руб./м пог. (d 1200 мм).
Для технических ПЭ труб допускается добавка вторсырья, выпускаются по ТУ изготовителя. Из-за смешанного состава и недостаточной свариваемости применение ограничивается транспортировкой технических вод, прокладкой кабелей.
О пенопласте
Технология производства пенопласта включает последовательные операции с использованием сырья – вспенивающегося полистирола ПСВ-С в гранулах. После двойного вспенивания (обработки насыщенным паром, нагретым до температуры 95-98о С), сушки и остывания на воздухе на протяжении нескольких суток, вспененные гранулы склеивают в блоки, укладывают в пресс-формы и подвергают обработке паром под давлением 0,7-1,5 атм. (при температуре до 115о С) 7-40 мин. Технология производства полиэтиленовой трубы очень непроста и в кустарных условиях очень сложно сделать ее.